服務熱線:
136-0576-7960

服務熱線:
136-0576-7960

地址:浙江省台州市椒江區葭沚街道工人西路烏石工業區
郵編:318000
電話:0576-88300688
傳真:0576-88300688
手機:13605767960
郵箱:guanyi1818@163.com
官網:www.chengshun020.com.cn

由于數控平面磨床磨削出的産品精度高,消費效率高,在汽摩、軸承、磁性資料等諸多行業上被普遍應用。應用普遍的背後,也對其變頻器提出了新的技術請求。請求數控平面磨床的變頻器低頻力矩大選用矢質變頻器,低頻時(1~10Hz)能出來150%額定轉矩。減速停車速度快通常數控平面磨床的加減速時間都是比拟短的,加速時間靠變頻器的性能保證,減速時間則依托外加制動電阻或制動單元。轉矩動态響應速度快,穩速精度高選用矢質變頻器,可以完成很好的動态響應效果。根據負載的變化,經過輸出轉矩的變化做出很快的響應,而完成轉軸速度的穩定。頻率指令和運轉指令數控平面磨床上運用的變頻器其頻率指令和運轉指令都來源于CNC控制器,普通給定的的通道有兩種。一種是模仿量給定,另一種是多段速給定,或者兩者同時給定,以多段速優先。模仿量給定以電壓型模仿量為主,也有電流型的。變頻器對這兩品種型的模仿量都能夠采集。

由于舟山平面磨床用砂輪的端面對工件進行磨削,單位時間内砂輪參與加工面積大,采用貫穿式或圓盤式送料方式使得砂輪長時間處于磨削加工狀态,如果進行大切削量的磨削都将使得砂輪主軸前端發熱現象嚴重,主軸軸承發熱,這些都導緻砂輪主軸在軸向方向産生熱變形,影響加工精度,改變主軸承的潤滑條件,可采用低粘度的锂基潤滑脂或油霧潤滑,采用砂輪主軸與砂輪法蘭盤一體式的高剛度結構,主軸軸承可選用陶瓷軸承或靜壓軸承、動靜壓軸承以減少軸承的發熱量。

薄膜反饋節流軸承的剛度非常大,但數控平面磨床也經常出現在握、拉、壓等現象的操作中。電影反饋最關鍵的因素是薄膜,據信是由膠片的塑料變形引起的。緩慢的反饋。當膠片沒有反應時,傳動軸和瓷磚都被擦了。電影疲勞。長薄膜使用,疲勞變形,等效于改變反饋參數。薄膜的厚度和一些耐磨材料的使用可以很好地得到。一般采用剛性膜、預裝料和預留槽的方法。具體方法是将1.4毫米厚膜改為4毫米厚剛性膜,在下腔墊0.05毫米厚錫箔上,使主軸調整到比理想位置高0.5毫米的位置。目的是回到理想的中心,當數控平面磨床的主軸力(研磨輪重量和切割力)。
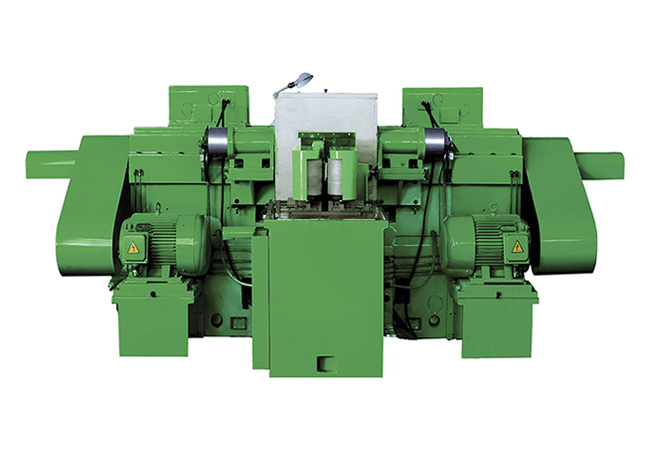
數控平面磨床常用的是圓盤送料式(旋轉載料盤方式)和通過送料式(又稱貫穿式)。對于要求搞生産率和高精度工件的磨削加工,多采用圓盤送料式。送料盤連續運轉,以恰當的間隔把工件送入砂輪盤,這種送料方式容易實現自動上下料。對于通過式(貫穿式),工件是由位于數控平面磨床前面的送料機構送入并流水似的通過砂輪,每隻工件都在砂輪盤之間進行定位,同時進行工件的兩個端面的磨削。當工件通過磨削區并從機床後面出來時,用一對導闆固定工件。通過式送料的特點就是生産效率極高,特别适合于磨削軸承滾柱和内外套圈等工件的兩個端面。


地址:浙江省台州市椒江區葭沚街道工人西路烏石工業區
郵編:318000
電話:0576-88300688
傳真:0576-88300688
手機:13605767960
郵箱:guanyi1818@163.com
官網:www.chengshun020.com.cn

