服務熱線:
136-0576-7960

服務熱線:
136-0576-7960

地址:浙江省台州市椒江區葭沚街道工人西路烏石工業區
郵編:318000
電話:0576-88300688
傳真:0576-88300688
手機:13605767960
郵箱:guanyi1818@163.com
官網:www.chengshun020.com.cn
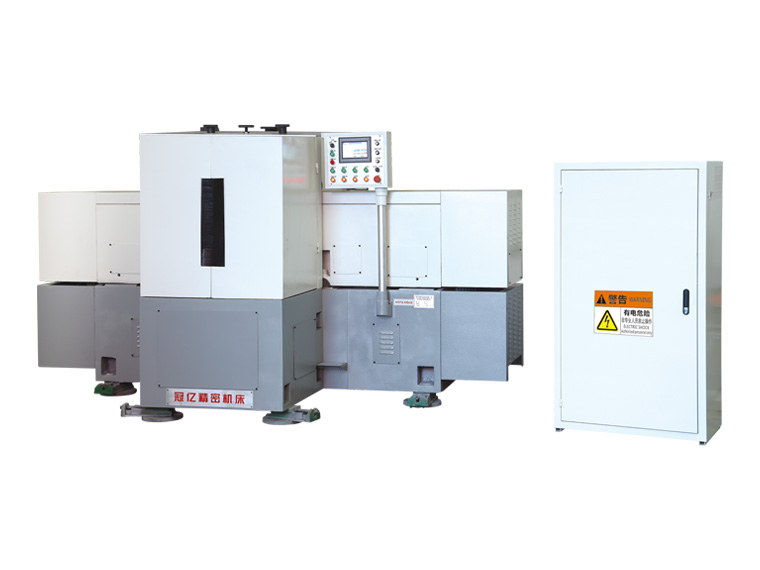
不同的設備在使用的時候,必須要注意到很多細節性的地方,這樣對設備的使用壽命才會比較有保障一些。如果采用不恰當的使用方式,設備可能會出現各種損壞的問題,對于設備的使用效果和使用壽命都會有影響。數控平面磨床在使用的時候,必須要注意按照正确的使用流程來對産品進行操作,才能夠保證産品的使用效果,是不會出現問題的。另外在數控平面磨床使用的時候,定期的保養和檢修也非常的重要。應該安排專門的工作人員來進行定期的檢修和保養,發現任何問題及時的進行維修,對于産品的使用效果才能夠比較有幫助一些。特别是在設備使用的時候,如果覺得設備的運轉并不是特别正常的情況之下,一定要及時的停止設備的運行,檢查完成之後,排除所有的故障,才能夠繼續運行。在很多領域。

數控平面磨床砂輪内孔與接長軸軸頸的配合間隙不能過大或過小。過小時,易将砂輪脹裂;過大時,使砂輪側重而惹起振動。砂輪與接長軸的間隙與緊固方式有關,用螺釘緊固時不宜超越0.2mm,用粘結劑緊固時不宜超越0.3mm.假如間隙過大,能夠在接長軸與砂輪内孔之插入紙片,以減少間隙。數控平面磨床砂輪兩個端面不能直接與接長軸台肩及螺釘端面接觸,而應墊入黃紙片等軟性襯墊,厚度以0.2mm~0.3mm為宜。這樣能夠使内圓磨砂輪受力平均,緊固牢靠。接受雙端面磨床砂輪的接長軸端面及螺釘端面不能凹凸不平,接觸面不能太小,否則會減少摩擦面積,不能保證砂輪緊固的牢靠性。

數控平面磨床磨削工件發熱或燒傷的預防。選用濃度、流量、壓力合适的冷卻液:因為工件發熱或燒傷的原因是熱量未及時散發造成的。減小磨削餘量,提高工件轉速:減小磨削厚度使内摩擦減小,從而減少磨削熱,減小工件旋轉速度,縮短磨削區域的磨削時間,減少磨削熱的聚集。選用硬度合适、砂輪粒度合适的端面磨砂輪:從端面磨砂輪上講,磨料硬度高,切削性能好,可減少發熱,但是也不能太硬。組織也不能太細否則莫頓的磨料非常容易脫落且容易堵塞砂輪。

平面磨床磨削方式是指主軸程度于空中,砂輪垂直于空中,應用砂輪的外圓磨削工件外表,工件應用磁性吸附在數控平面磨床的工作台上。這種磨削方式應用十分普遍,用于普通精度的平面磨削工藝。數控平面磨床磨削工藝圓台磨床是強力外表磨削典型的磨削方式。這種磨削方式是采用砂輪的端面停止磨削,立式端面磨床合适轉子、定子、齒輪等工件的端面磨削加工。這種磨削方式合适加工盤類及齒輪類零部件。


地址:浙江省台州市椒江區葭沚街道工人西路烏石工業區
郵編:318000
電話:0576-88300688
傳真:0576-88300688
手機:13605767960
郵箱:guanyi1818@163.com
官網:www.chengshun020.com.cn

