服務熱線:
136-0576-7960

服務熱線:
136-0576-7960

地址:浙江省台州市椒江區葭沚街道工人西路烏石工業區
郵編:318000
電話:0576-88300688
傳真:0576-88300688
手機:13605767960
郵箱:guanyi1818@163.com
官網:www.chengshun020.com.cn

由于操作不規範而照成的限位報警,這種情況下由于誤操作導緻報警情況發生,對于卧式雙面磨床所造成的影響相對較為微小,隻要在立即關機就能夠避免損失擴大化,發生這種情況之後利用卧式雙面磨床本身的超程解除功能就能夠完成對問題的處理,相對解決方式比較簡單,想要規避這種問題的發生就要對在崗人員進行相關操作的培訓,按照規章制度嚴格執行操作規章。這樣就能夠從根本上杜絕這種情況的發生,有數據表明有60%以上的限位報警情況是因為誤操作原因所産生,因此做好操作人員的培訓是非常關鍵的。

卧式雙面磨床磨削工件發熱或燒傷的預防。選用濃度、流量、壓力合适的冷卻液:因為工件發熱或燒傷的原因是熱量未及時散發造成的。減小磨削餘量,提高工件轉速:減小磨削厚度使内摩擦減小,從而減少磨削熱,減小工件旋轉速度,縮短磨削區域的磨削時間,減少磨削熱的聚集。選用硬度合适、砂輪粒度合适的端面磨砂輪:從端面磨砂輪上講,磨料硬度高,切削性能好,可減少發熱,但是也不能太硬。組織也不能太細否則莫頓的磨料非常容易脫落且容易堵塞砂輪。

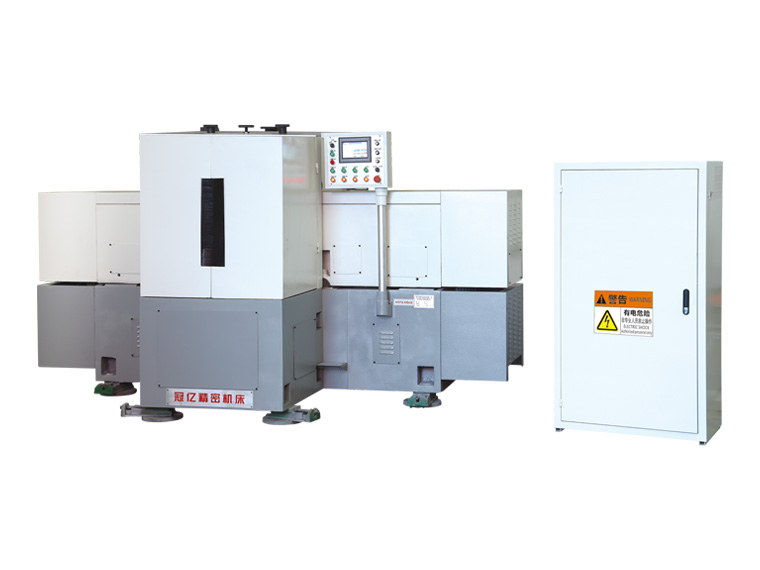
卧式雙面磨床主要用來加工軸類零件的内外圓柱面、圓錐面、螺紋表面、成形回轉體表面。對于盤類零件可以進行鑽、擴、鉸和镗孔加工。卧式雙面磨床還可以完成車削端面、切槽、倒角等加工。但是由于卧式雙面磨床是自動完成内外圓柱面、圓錐面、端面、螺紋等工序的切削加工,所以與普通車床相比,卧式雙面磨床具有加工精度高、加工質量穩定、效率高、适應性強、操作勞動強度低等特點,卧式雙面磨床尤其适合加工形狀複雜的軸類或盤類零件,它是目前使用較為廣泛的一種數控機床。

卧式雙面磨床磨削塌邊(角)産生的原因是多方面的,與基準底闆、基準砂輪、導向壓闆的相對位置關系及砂輪磨削角度都有關系。1、必須檢查卧式雙面磨床調整砂輪的磨削角度,避免磨削時磨削量在砂輪某段集中,保持工件通過砂輪磨削時磨削力均勻,達到分層逐級磨削的目的。2、要檢查卧式雙面磨床調整進、出口基準底闆與右砂輪的平行,及相互的高度等差。調整導向壓闆進、出口基準底闆間合适的間隙,既讓工件能自由通過,不産生幹涉,但又要确保其不偏不斜。3、卧式雙面磨床基準砂輪的位置關系也較重要,應高于出口基準底闆0.02~0.03mm。4、要檢查卧式雙面磨床砂輪磨削型面的平整度,因砂輪運行的線速度由外緣向中心逐漸減小至零,外緣消耗快,容易出現中凸,所以要修整砂輪保持型面的平整度。
卧式雙面磨床工作台的結構設計通常要滿足以下幾點要求:1、刀具磨削往往要求一次裝夾完成所有切削面的粗加工,工作台應滿足進行多片砂輪加工。2、刀具主要由各種複雜曲面構成,因此工作台結構應滿足多軸聯動加工的要求,确保各個運動軸在工作的範圍内不産生運動幹涉。3、工作台既要能夠承受粗磨時産生的巨大磨削力,又要能夠保障精加工時的高精度,因此要求機床剛性好、穩定性好、運動精度高同時熱變性小。


地址:浙江省台州市椒江區葭沚街道工人西路烏石工業區
郵編:318000
電話:0576-88300688
傳真:0576-88300688
手機:13605767960
郵箱:guanyi1818@163.com
官網:www.chengshun020.com.cn

